Complete hydraulic system flushing, inspection and cleaning provided assurance of system cleanliness

Drill floor HPU.
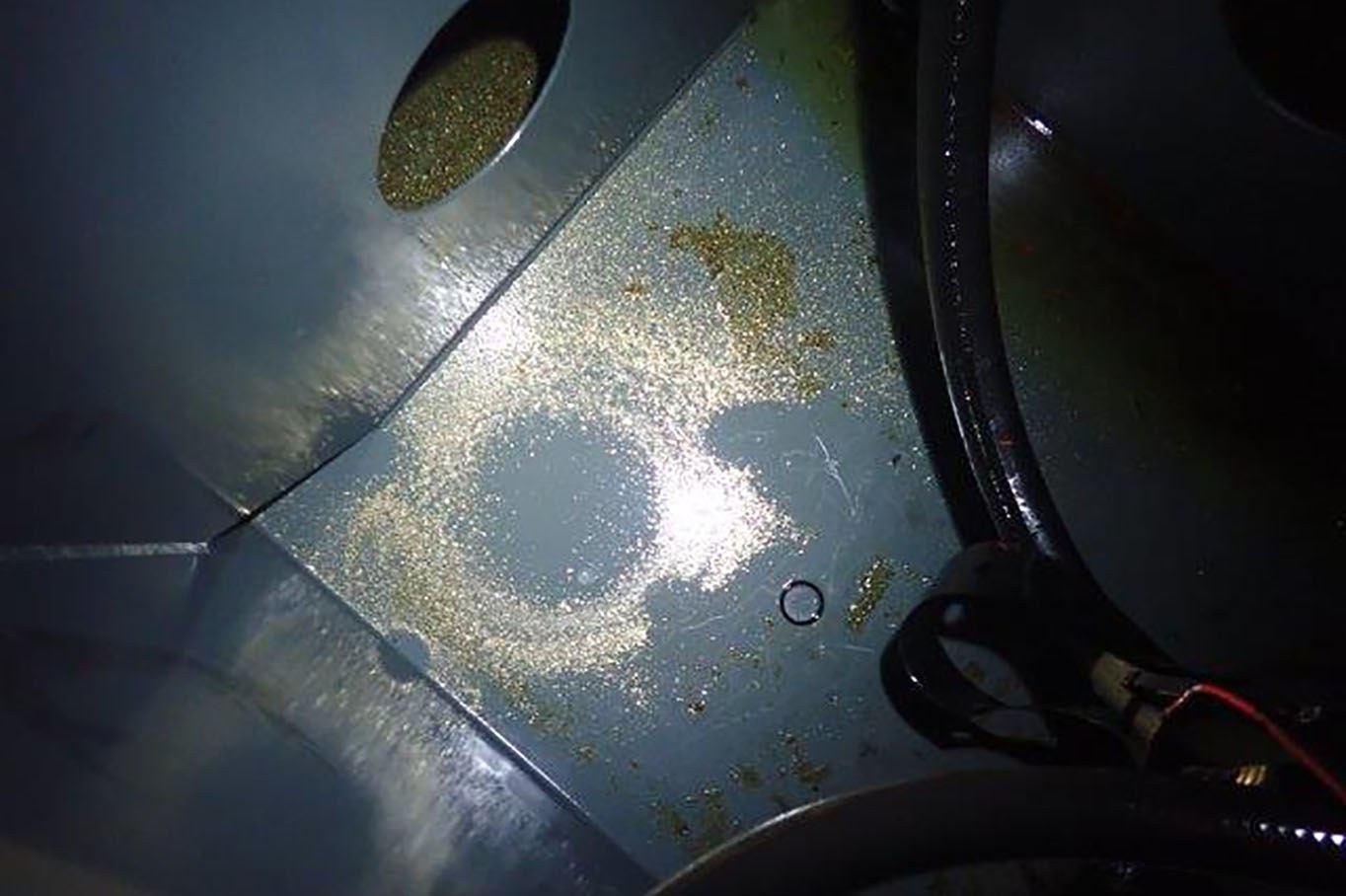
Drained reservoir before cleaning.

Drained reservoir after cleaning.
Benefits
- Removal of contamination with all hydraulic oil replaced and system pipework / tubing flushed
- Equipment returned to service following system shut down
- Minimised downtime with work completed to a quick turnaround
- Pressure filters installed to reduce likelihood for requirement of another similar scope.
Challenge
- The client contacted Altrad Sparrows to undertake flushing of the drill floor hydraulic system following the catastrophic failure of one of the supply pumps. The concern was that high levels of contamination had spread throughout the system
- Altrad Sparrows mobilised a hydraulic technician to survey the system and identify all connection points. The findings of the survey were returned to onshore engineering to compile a complete list of materials and equipment to complete the flushing workscope
- A hydraulic supervisor and hydraulic technician were mobilised at short notice to undertake flushing activities.
Solution
- Flushing equipment was mobilised to the asset which had been sized appropriately to ensure turbulent flow was achievable within the flushing loops, maximising the flushing efficiency
- Personnel were split between day and night shifts to ensure flushing could be carried out continuously throughout the workscope, keeping downtime to a minimum
- Hydraulic oil from the system's reservoir was drained, allowing inspection of the reservoir. Metallic debris was identified at the base of the reservoir which was likely from the failed pump. On completion of the inspection, the reservoir was cleaned with lint free cloths, then sealed up with new gaskets to minimise contamination ingress
- During inspection of the reservoir, the three return filter assemblies were found to be heavily corroded. These were sent to Altrad Sparrows onshore for clean up before being promptly returned to site
- All hydraulic power unit hoses (approximately 50) were removed from the system flushed to NAS 1638 Class 6. Once flushed, the hoses were either re-fitted to the hydraulic system or plugged to prevent contamination ingress
- A total of 43 flushing loops (ranging from 1/2" to 3" nominal bore) were identified for the transmission lines. Critical components were looped out to ensure they were not damaged by the flushing. As it was not possible to place the flushing equipment local to the drill floor hydraulic system, hoses approximately 40 meters in length were used to connect to the system. All transmission lines were flushed to NAS 1638 Class 6 (or better)
- The scope was successfully completed within allocated timeframe and the target cleanliness level was achieved
- A full close-out / certification package for the scope was provided to the client
- Altrad Sparrows proposed and facilitated the installation of pressure filters on the outlets of each HPU pump set, reducing the likelihood of requiring a similar flushing workscope due to another pump failure.
Summary
Capabilities / services
- Fluid power / hydraulics
Equipment sale and rental
- Hydraulic rental equipment.
